

在物流行业追求效率与精准度的今天,分拣环节作为供应链的核心节点,其智能化升级已成为行业发展的必然趋势。圆形分拣机作为一种创新型的智能分拣设备,凭借其高效、灵活、精准的技术特性,正在重塑物流分拣的作业模式。本文将深入探讨圆形分拣机的工作原理、技术特点、应用场景及其带来的行业价值。
一、工作原理:旋转中的智能分拣艺术
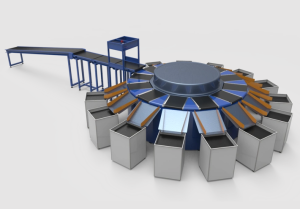
圆形分拣机以圆盘为作业平台,通过旋转运动实现包裹的智能分拣。其工作原理可分为三个核心步骤:
-
包裹导入:包裹通过输送线进入圆盘分拣机的入口,被均匀放置在旋转的圆盘表面。
-
特征识别:圆盘上的传感器阵列(包括条码扫描器、RFID读取器或视觉识别系统)实时捕捉包裹信息。条码识别技术可在毫秒级完成包裹ID、目的地等关键信息的读取,为分拣决策提供依据。
-
动态分拣:当包裹旋转至指定分拣单元时,控制系统根据预设规则触发分拣动作。通过气动、电动或机械翻转机构,包裹被精准导向对应的格口滑槽,完成按目的地或类别的分类。
该设备采用先进的运动控制算法,确保圆盘在高速旋转(典型转速0.5-2转/分钟)下仍能保持稳定分拣。结合数据库技术,系统可动态调整分拣策略,适应订单波动和包裹特征变化。
二、技术特点:六大核心优势
- 多格口柔性配置
- 提供7/10/15/20/25格口等多种配置,支持多目的地同时分拣。最大格口数量可达30+2(含异常件处理格口),适应复杂分拣需求。
- 紧凑空间设计
- 14+1机型占地仅21㎡,30+2机型占地32.2㎡,较传统设备节省40%-60%空间。模块化设计支持多层堆叠,提升空间利用率。
- 广谱识别能力
- 集成条码、RFID、视觉多维识别技术,条码读取率≥96%,支持Code128等多种码制。可拓展AI视觉识别,实现包裹体积、形状等特征分析。
- 高效分拣性能
- 设计吞吐量达3000-3600件/小时,峰值效率可达8000件/小时(定制机型)。分拣错误率≤0.05%,破损率≤0.01%,保障作业质量。
- 智能控制系统
- 采用工业级PLC+伺服驱动架构,支持远程监控与参数调节。系统可用性≥99%,平均无故障时间(MTBF)超过20000小时。
- 绿色节能设计
- 待机功率1KW,峰值运行功率3.5KW,较同类设备节能30%。采用环保材料,噪音水平≤75dB(A),符合绿色物流标准。
三、应用场景:全链路物流覆盖
- 跨境电商
- 在国际物流中心实现多国家、多品类包裹的智能分拣,支持海关预分拣和出口集包作业。
- 快递中转
- 处理区域转运中心的到港/出港包裹,实现”即卸即分”的越库操作,缩短中转时效。
- 电商仓储
- 与自动化立体仓库对接,完成订单拣选后的二次分拣,支持B2C单件分拣和B2B集包作业。
- 服装零售
- 实现退货包裹的自动质检与返仓分拣,支持RFID标签识别和商品属性分析。
- 医药配送
- 对药品、器械进行效期管理和冷链分拣,支持特殊包装识别和温控分拣需求。
四、设备优势:降本增效的赋能者
- 投资回报快
- 以日处理1万件的小型转运中心为例,设备投入约80万元,人工节省成本约150万元/年,投资回收期约2年。
- 运营成本低
- 较人工分拣节省人力70%,维护成本仅传统设备的30%。格口模块化设计降低备件库存压力。
- 管理效益提升
- 分拣数据实时接入WMS系统,支持库存动态可视化和分拣路径优化。异常件自动预警,减少客户投诉。
- 服务升级支持
- 分拣时效提升300%,支持”当日发、次日达”服务承诺。包裹追踪精度达100%,提升客户体验。
五、发展趋势:技术融合与创新
未来,圆形分拣机将呈现三大发展方向:
- AI深度集成
- 引入深度学习算法,实现包裹姿态自动校正、异常件智能识别等功能。
- 多技术协同
- 与AGV、机械臂等自动化设备构建柔性分拣矩阵,支持”货到人”分拣模式。
- 行业定制化
- 针对冷链、危化等特殊行业,开发防爆、防腐、低温等特殊机型,拓展应用场景边界。
结语
圆形分拣机作为智能物流装备的代表,正在推动分拣作业向高效化、精准化、柔性化方向演进。其技术创新不仅解决了行业面临的效率瓶颈和成本难题,更为物流体系的智能化升级提供了基础设施支持。随着技术迭代和应用深化,圆形分拣机将成为物流企业构建核心竞争力的战略资产,助力行业实现高质量发展。
圆盘皮带分拣机参数
| 分拣格口 | 10(可定制) |
|---|---|
| 分拣效率 | 2400件/H以上 |
| 分拣尺寸 | 400mm以内 |
| 分拣重量 | 0.01-10kg |
| 准确率 | 99.99% |
原创文章,作者:fenjian,如若转载,请注明出处:http://www.fenjianshebei.com/product/55.html